'k mag af en toe mijn bakkes open trekken… en nog wel eens roepen “Can Do!”… nou … laat het maar zien dan… zeg ik dan tegen mezelf… Dus… en ook daarom…
Vraag: Kan ik, met de momenteel beperkte middelen die mij ter beschikking staan in de vorm van een conventioneel draaibankje, een Display Caseback maken?..
Antwoord: Stay Tuned!..
Begonnen werd met: een stukje RVS regelen… gelukkig zit hier in de buurt een RVS verwerkend bedrijfje dat nog wel eens “afval” heeft… “well, one man’s Junk is another man’s Gold!”…
Dus!

een Stukje 4mm dik RVS, reststukje uit een grotere plaat geknipt ooit… 42 mm in het vierkant… mooi uitgangsmateriaal…
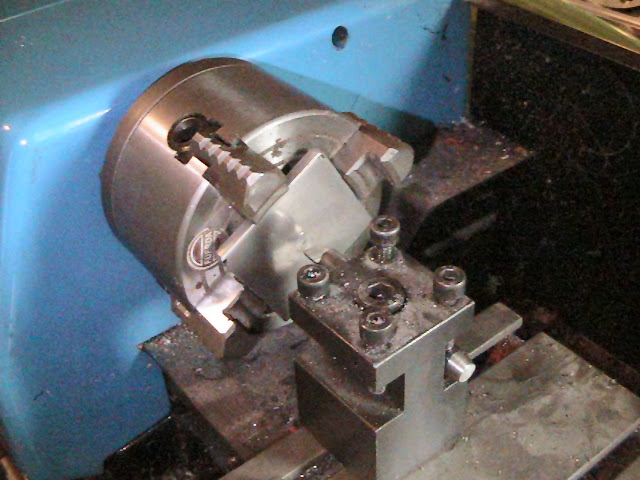
Dat zetten we vervolgens in de draaibank, globaal gecentreerd… in deze fase komt het echt niet op een millimeter

en dan draaien we 't vlak… er moet toch nog wel een paar tiende af… maar dat geeft niet… gezien de uiteindelijke dikte… heb ik nog wel wat “vlees”
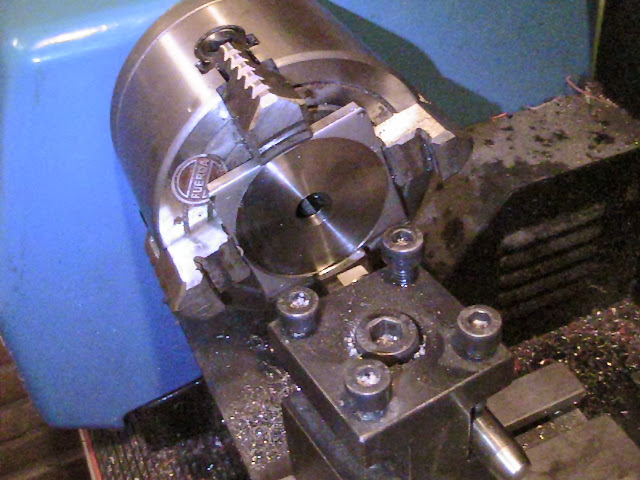
Omdat het een Display caseback moet worden… moet er een Gat in… dat komt mooi uit… want op een gat, kan ik de Caseback in wording ook opspannen, om de buitendiameter te bewerken… door em op een Mandrel op te spannen, een spandoorn zo je wilt…

Maar… dan moet ie idealiter wel zuiver op maat zijn… ø 16.00 leek me mooi… dan heb ik op een doorn van 20 mm, 2 mm rondom aan “frictievlak” waar de caseback tegenaan steunt bij het bewerken… Primagoed… de schuifmaat verteld me wat ik wilde zien… mijn draaibankje is zuiver genoeg… en ik ben het nog niet verleerd… 

Met het gat op maat… wel, waarom ook niet… kan ik eigenlijk netzogoed meteen de zitting voor het kristal erin draaien… , de klok, links in beeld is afgesteld op een diepte van 0.8 mm, zijnde de dikte van het te plaatsen kristal…

Na eerst alles voorgedraaid te hebben, met een nieuwe, en vooral vlijmscherpe beitel de zitting nagedraaid… nu dus in één beweging van 0 naar 0.8 mm gedraaid op de goede diameter… en daarna de "bodem"vlakgetrokken… dus, nagedraaid tot het gat…

en dan is de achterkant eigenlijk tot zo ver wel zo’n beetje klaar… dat wil zeggen… er moet nog wel een schuin kantje aan… maar dat doen we op een later tijdstip… en daar heb ik 2 redenen voor… de eerste en belangrijkste… ik heb nog geen Conussupport op mijn draaibank… de tweede… als alles nog recht en haaks is… is het makkelijker meten…

Dus… door met het verhaal… de Mandrel/opspandoorn… een stukje ø20 mm in de draaibank… en die naar ø16.01 mm afgedraaid…

met het Center, en wat kunstof schijven… de RVS Caseback op de doorn geperst… en voor de zekerheid de boel zo laten staan voor de volgende stap…

Het rond draaien van de plaat… zeker zolang ie nog niet in de buurt van rond komt… trekt ie behoorlijk aan je draaibank… stotende belasting is niet optimaal… dus… rustigaan is hier het devies…

Maar… tegen de tijd dat we bijna rond zijn… kan het gas erop… de diameter is kleiner… en dus is het verspanende koppel ook lager… iets hoger toerental… drupje Olie erbij… en schoonpoetsen…

tot ie op maat is…

en dan draaien we de voorkant ook vlak… tot ie op dikte is

en de achterkant ziet er ook goed uit zo… dus… kan ie van de machine af… nu moet ie namelijk weer op de omtrek gespannen worden om em verder te bewerken…


Maar… tot dusver… hebben we dit… de diameter is goed… de dikte is goed… de diepte en diameter van de glaszitting zijn goed… dus… Saffiertje 0.8 bestellen, met Ring… en een Conussuport verzinnen voor de draaibank, zodat ik de schuine kanten aan binnen en buitenzijde kan draaien…

