Heb ik met horlogecatalogi. 

Ja, da’s waar…'t is in elk geval altijd wel nuttig om eens verder te kijken, vroeger, toen ik net gereedschapmaker was, waren HSS TiN gecoate gereedschappen de norm, Volhardmetaal kwam korte tijd later…maar daar moet je wel mee leren werken… 'k heb er in het begin wel een aantal gebroken.
Gaandeweg leer je beter met die gereedschappen omgaan, en haal je soms resultaten waar je even van achterovervalt… dingen zoals een freesje van 12 mm, 18 mm diep door een stuk gereedschapstaa, in één keer…  , of de dag dat ik erachter kwam dat de “gewone” hardmetalen freesjes 't in gehard staal net zo goed deden dan de speciaal daarvoor aangeschafte freesjes, het verschil echter was de prijs…Daar was mijn chef wel blij mee toen ie dat hoorde… (ik had een maat nodig die we niet als speciale frees hadden, dus besloot ik een " gewone" te gebruiken… resultaat?.. perfect…
, of de dag dat ik erachter kwam dat de “gewone” hardmetalen freesjes 't in gehard staal net zo goed deden dan de speciaal daarvoor aangeschafte freesjes, het verschil echter was de prijs…Daar was mijn chef wel blij mee toen ie dat hoorde… (ik had een maat nodig die we niet als speciale frees hadden, dus besloot ik een " gewone" te gebruiken… resultaat?.. perfect…
de freesjes die ik nu gebruik, van Fraisa doen het ook prima in gehard staal, dat heb ik laatst getest.
Maar die andere merken?.. ben wel benieuwd… altijd wel eigenlijk… zo ga ik binnenkort voor het eerst in mijn werkplaats werken met HSS-Co boortjes, korte lengte, normaliter heb ik altijd “gewoon” HSS, die dingen kosten een handvol kralen, en als ze bot zijn mep ik ze even tegen de slijpsteen…
't is eigenlijk net als met eten… ik ben opgegroeid met “hollandsche pot”, maar ik mag ook graag “over de grens kanen”… ben ik benieuwd naar hoe een bepaald gerecht smaakt, dan kook ik dat… zo gaat dat ook met gereedschappen… als de specificaties beloven dat ze’t beter doen dan wat ik nu heb?, dan koop ik ze, en ga ik ze testen.
In eerste instantie kocht ik freesjes van Vertex, niet te duur, deden het op zich goed in Titanium, maar toen kocht ik eens een paar freesjes van Fraisa, en die waren 2 keer zo duur, maar ze gaan 5-6 keer zo lang mee…dus, per werkstuk zijn ze veel goedkoper.
Da’s ook de afweging die je moet maken.
Verder is het ook dat je door de loop der tijd een “band” opbouwt met je gereedschappenleverancier, die weten wat je doet, en wat voor machines je tot je beschikking hebt…
5 likes
Gebruiken wij ook regelmatig, maar dan die voor rvs almg en gewone staalsoorten. Degelijk gereedschap.
Ook goed gerief.
Ben ook content van het seco jabro gamma, en ceratizit heeft imo de beste prijs kwaliteit verhouding.
Nogmaals, geen ervaring met Ti. Enkel bovenvermelde materialen en verschillende kunststoffen.
Ik ook…
maar als je soms in een gereedschapscatalogus kijkt, en sommige gereedschappen ziet, dan denk je … "Daar zou ik mooi… vul maar in…
met een horloge, denk je meer aan "die zou mooi passen bij die of die outfit, of bij die en die activiteit, of “ik vind em gewoon mooi”
Er zitten een aantal Tizit beitelhouders op mijn EMCOturn 120, alleen heeft de steekbeitel een afwijkende maat plaatjes, die heb ik nog niet terug kunnen vinden…
maar inderdaad Tizit, tegenwoordig Ceratizit heeft ook mooi spul.
Ik moet er alleen wel rekening mee houden dat ik “Linkse” gereedschappen bestel voor mijn draaibank.
de laatst als vervanging van de Tizit steekbeitel ingekochte MNGN Houder, is een rechtse… maar de vrijloop is wel dusdanig gelukkig dat ik tot 12 mm diameter toch dicht op de klauwplaat af kan steken (en dat wil je altijd, want dan heb je minder trillingen door het buigen van je gereedschappen.
Ook leuk om te zien, als je zo door een Catalogus bladert, dat er gereedschapfabrikanten zijn die op het zelfde idee gekomen zijn als ik…

Hier ga ik toch eens wat informatie over aanvragen… vooral de “Face grooving” tooltjes zijn mooi voor het insteken van pakkingroeven in horlogekasten.
Momenteel doe ik dat met een HSS gereedschapje dat ik gefreesd heb uit een botte HSS Frees…maar helaas gaan die dingen niet lang mee in Titanium, en bij een O-ring groef is maatvoering wel belangrijk…
3 likes
Hoeveel zijn er al klaar?
3 likes
Grappig. Wij kennen ceratizit als opvolger van WNT.
Moet eerlijk bekennen dat ik daar in het begin van mijn professionele carrière ook fouten op gemaakt heb. 
Groef steken doen wij vooral met iscar of goodtool. Meestal iso platen.
Kijk eens bij paul horn. Die heeft echt veel om in kleine gaatjes te friemelen. Zowel hardmetalen schachten als hss met hm inserts.
Enkel prototypes.
Ja… die ken ik… Maar Paul Horn is niet meer de enige die dit soort beiteltjes maakt… Vargus maakt ze ook, en die dingen kosten bijna niets vergeleken bij wat ik gehoord heb van vertegenwoordigers van Horn… Horn: 140,- ex voor een binnendraaibeiteltje, Vargus: 23,- ex… dat scheelt nogal…
Momenteel zit er een zelfgeslepen exemplaar in de draaibank, en daar heb ik er een aantal van… Ik kan ze ook vonken, en dan is het inspannen, fire and forget, zodra de draadvonkmachine het weer doet dan…
Slijpen van zo’n ding is in een kwartiertje wel gedaan, dus komt dat qua kosten dicht in de buurt van wat Vargus voor zo’n dingetje rekent, en die voor de schroefdraad, die kan ik zelf niet zo nauwkeurig slijpen…
'k heb nu een “merkloos” houdertje met “merkloze” plaatjes… voldoet voor nu.
Ik sluit niet uit dat ik in de (nabije) toekomst nog eens een steekbeitelhouder voor SP200 plaatjes zelf ga maken, en dan zo dat ie is afgestemd op de gereedschaphouder van de EMCOturn, omdat ik de huidige beitel eruit moet halen om een plaatje te wisselen… da’s nie handig…

Yes!.. die zijn binnen… 't wachten is nog op de boortjes… maar ik kan nu in elk geval makkelijker de schroefdraad maken…
1 like
Heb je ervaring met roltappen in Ti? Gaat ietsje trager dan gewone draadtappen, maar je breekt ze niet. Bij goedkopere stukjes gebruiken we deze altijd, omdat er niet veel toolkost is. 1000gaten tappen met 1 tap is geen probleem in staal en inox. Heb geen kennis van je volledige atelier, maar wij hebben geen stempelvonkmachine, dus een gebroken tap kan wel eens een dik probleem zijn als er geen basismateriaal meer is.
3 likes
'k heb in mijn hele leven één ke… nee…nou lieg ik… als Gereedschapmaker heb ik één keer gebruik gemaakt van een Roltap, dat was voor een hydraulisch verdeelblok, en daar hadden we 1 roltap voor… geen idee waar dat ding vandaan kwam…
Dat ging heel mooi op de CNC Freesbank… gaten boren, en dan die roltap erachteraan… geen spanen, geen vuiligheid… geweldig!
Mijn werkbanken hebben ook gerolde draad in het frame, maar die Aluprofielen zijn daarop ontworpen, die hebben de juiste maat gaten in de Extrusies zitten, en die tap ik met een zelf gefabriekt Roltapje (Feitelijk een Stuk M8 Draadeind, met een paar “zoekkantjes” aan de voorkant geslepen… Druppie Afwasmiddel op’t koppie… en gaan… , geen spanen, geen vuiligheid… 't enige wat ik daar ter voorbereiding aan moet doen, is even een verzinkboortje in de gaten drukken, zodat de bramen niet naar buiten gestulpt worden tot buiten het profiel… Maar dat werkt ook fantastisch.
Net even een testje gedaan. ik had nog 2 bodies die niet getapt waren (M3)… en WAT EEN VERSCHIL!!.. met een handtapje zit je met samengeknepen billen, 't knerst en knijpt , en je moet tig keer lossen… maar met deze tap?.. de eerste met de hand gedaan… liep er zo door… dus de tweede … in de klauwplaat, druppie olie op’t koppie… spindel op een laag toerental… en verdraaid. met slechts een 150 Watt motortje, trekt mijn kleine chineesje dit tapje door het materiaal alsof het niets is… , op het moment dat je hoort dat ie niet meer snijdt, spindel uit, en andersom… tapje eruit… volgende… Heerlijk…
Ik heb we een zinkvonkmachine… maar die doet het ook nog niet… ooit voor “oudijzerprijs” op de kop getikt, er is nog iets “mis”, maar ik weet niet precies wat…
een gebroken tap… als ie van HSS is, zo heb ik zelf ondervonden kun je… er ook uit frezen of boren met een VHM Frees…je loopt de kans dat je freesje daarna niet helemaal fris meer is… maar ik heb in het verleden wel eens een gebroken tap gewoon uit het onderdeel gefreesd… gewoon een spiraal geprogrammeerd, druppie snijolie in’t gat om de brokstukken zwevend te houden, en em er netjes uitpeuteren… pufje perslucht, en met de hand even natappen… klaar… werkt echt! (chef was ook verbaasd… "ik zei je toch dat die gewone freesjes het ook prima doen in gehard staal?  )
)
Hmm… now you mention it… Nee… vanavond staat er hier Bloemkool met Kerriesaus op het menu (tip van de kok met 2 linker handen… doe er een drupje Worchestershire saus in… )
Laten we de verdere culinaire uitspattingen in een ander topic verder bespreken, mocht daar behoefte aan zijn Ok? 
3 likes
En bedankt Jan, spontaan zin in een loempia.
Back on topic, goed bezig, ik hoorde al iets over een voorzichtige levertermijn, nog vrolijker! Top!
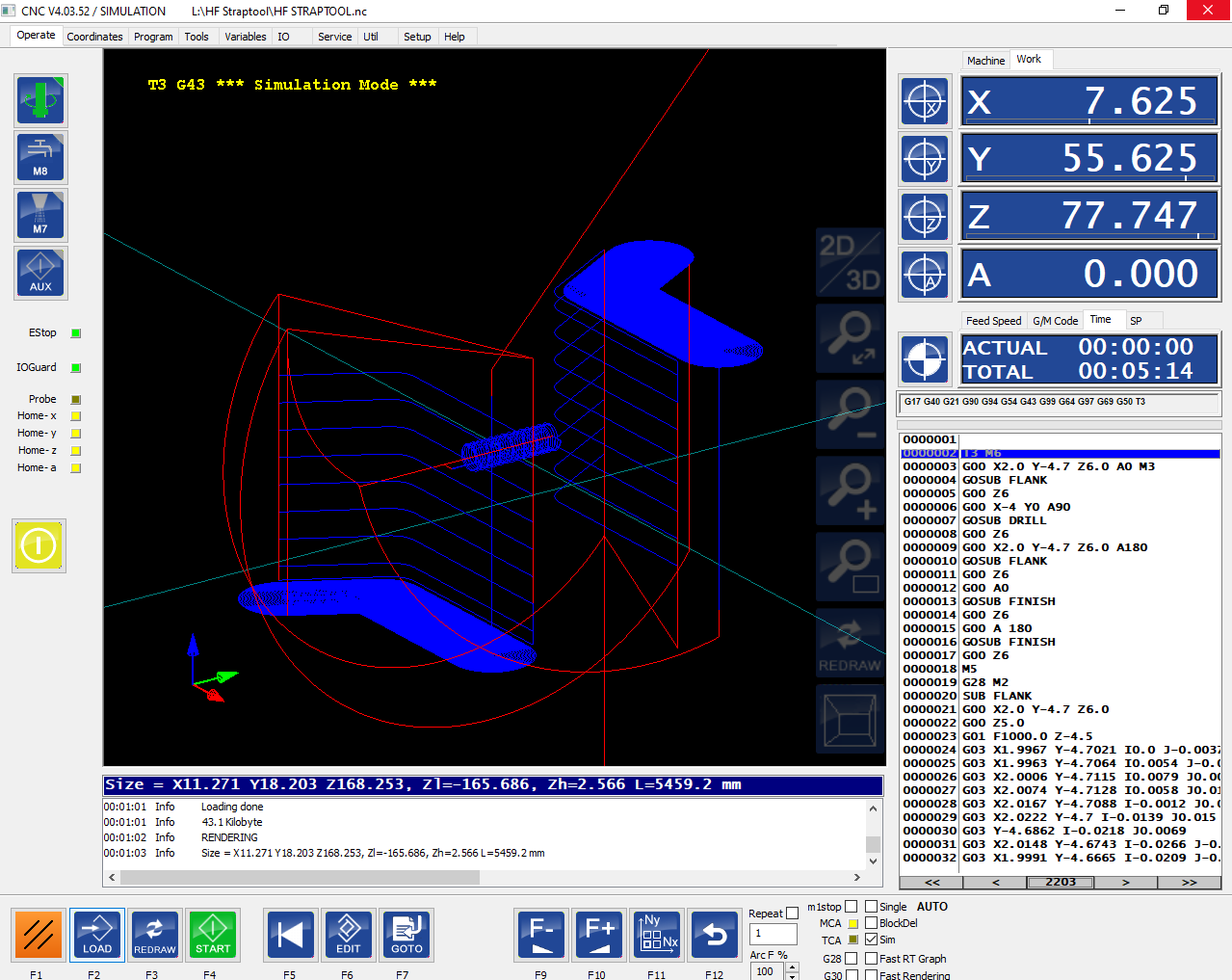
Daarom is het zo fijn als je een CNC besturing hebt die zonder veel gedoe kan communiceren met een PC… (de EMCOturn 120 draaibank kan dat helaas nog niet, en omdat die ook een andere besturing heeft dan de EMCO Compact 5 draaibank, en de freesbank die beiden op EdingCNC draaien)
'k ben vandaag even aan het puzzelen geweest… ik had nog altijd geen compleet programma voor het frezen van de dopjes.
Wat ik in dit programma gedaan heb, is één kant programmeren, en daarna het ding 180° roteren…
Eigenlijk frees ik de zijkanten eerst voor, daarna frees ik het gat erin, en dan ga ik de vlakken nafrezen, zodat ik de braam die ontstaat bij het maken van het gat ook meteen weghaal… dat scheelt weer handmatig nabewerken.
'k heb nog 2 redelijke freesjes van 3 mm, ga vandeweek nieuwe bestellen, die moeten de rest van de order wel af kunnen maken.
Tapjes zijn, zoals eerder te zien was binnen, de boortjes nog niet.
't heeft dan ook weinig zin momenteel om de werkplaats in te gaan, hoewel ik morgen eigenlijk nog wel even 3 sets dopjes wil maken, zodat ik 5 complete proto’s kan afbouwen (op de inzetjes na dan, we moeten nog even kijken hoeveel daarvan nodig zijn)
Sleutelringen heb ik er nog wel een aantal van, maar ook die laat ik komende dagen wel aanrukken…
Omdat ik op een half uurtje na de EMCO Compact 5 CNC niet nodig heb, kan ik daar in de tussentijd mooi een ander klusje op doen, 'k heb hier een horlogekast van een klant, waar een verloopring op geperst moet worden.
En binnenkort komt er iemand langs voor een achterdekseltje voor een Pontiac, daar kan ik dan mooi even een schijfje Titanium voor uitknabbelen, ik heb nog een stuk 5 mm dik titanium plaat liggen…
Nou…

Allereerst rechts, de Beagle VMC 2814 CNC Freesbank, EdingCNC besturing, Heidenhain TE410 Toetsenbord, 4 assig (5de as in voorbereiding) 1 KW 3500-32000 rpm, Eigenbouw, gebouwd in 2007, dus nu 14 jaar oud.
Links daarvan de EMCO Compact 5 CNC Draaibank, eveneens EdingCNC gestuurd, max draaidiameter 80 mm, 300 Watt, Gereedschapwisselaar met 6 gereedschappen
bouwjaar?.. 1986 meen ik… 't is nog een gele, dus eerste generatie.

de Brother HS-100 Draadvonkmachine, Brother besturing, werkbereik 260 x 160x 100 mm,0.25 mm draad, ook uit 1986, ooit in 1999-2000 leren vonken op een dergelijke machine, ik werd ooit getipt door iemand dat er een te koop was… toen ik belde… was ie net weg… bleek diezelfde machine te zijn… die handelaar had em gekocht bij mijn voormalige werkgever… later had ie er nog een… en gaf ie mij een seintje… waarom ik een HS-100 wilde?.. 'k had er eerder mee gewerkt, dus ik wist hoe ie werkte, en dan is het neerzetten, water erin, rolletje draad erop, stuk materiaal erin, draadje inrijgen, inmeten, tank vullen, progje induimen… start heien… klaar…Helaas staat ie momenteel stil, omdat er een paar Mosfets de magische rook verloren hebben…
CNC portaalfrees, ooit “Voor een prikkie” over kunnen nemen, de besturing was meer waard dan wat ik er voor betaald heb… werkbereik 450 x 270 x 130, 1 Kw spindel, EdingCNC besturing.
ik gebruik em eigenlijk alleen voor werk dat niet op 0.01 mm komt, en grotere onderdelen, er zit een vacuumtafel op, maar ik kan er ook een klem op zetten, om de profielen voor mijn werkbanken te boren… dat scheelt me een hoop werk met meten, de programma’s voor die onderdelen zitten als “Functietoetsen” in de besturing.

Agie 45K zinkvonkmachine, oud beestje… ouder dan ikzelf… 1968, gekocht voor pak em beet de oudijzerprijs, werkt ook nog niet, maar da’s vermoedelijk een kleinigheidje, hij is in werkende staat opgehaald bij de vorige eigenaar.
Wil em in de toekomst gaan gebruiken voor het vonken van logo’s en reliëfs op kronen en deksels, alsmede ander “raar werk”, misschien “knoop” ik nog wel een keer een CNC besturing aan de tafel, zodat ik nauwkeuriger en sneller kan positioneren.

en dan de laatste aanwinst, een machine waar ik echt blij mee ben: een EMCOTurn 120 CNC Draaibank, besturing EMCOtronic TM02, 2.2 Kw spindelvermogen!.. “Beest”, 8 gereedschappen op de wisselaar, en de mogelijkheid om 'm in de toekomst te voorzien van een automatische klauwplaat of spantang, onlangs 2 cilinders kunnen kopen voor 50,-, lagen in de weg… nou… leg ze dan maar bij mij neer…
de besturing wil ik in de toekomst vervangen voor EdingCNC, want dan kan ik de bestanden gewoon op een USB-Zetpil in zijn achterste steken 
Tevens, omdat de EMCO Compact 5 ook al op EdingCNC draait, kunnen programma’s tussen de machines worden uitgewisseld (moet dan alleen even kijken naar de gereedschapsposities, maar in de Programmeertaal die ik voor deze machines ontwikkeld heb, maakt dat een klein klusje…
Met EdingCNC kan ik dialoog gestuurd programmeren, ik kies een bewerking uit een menuutje, klop de juiste waarden erin… en druk op de grote groene knop.
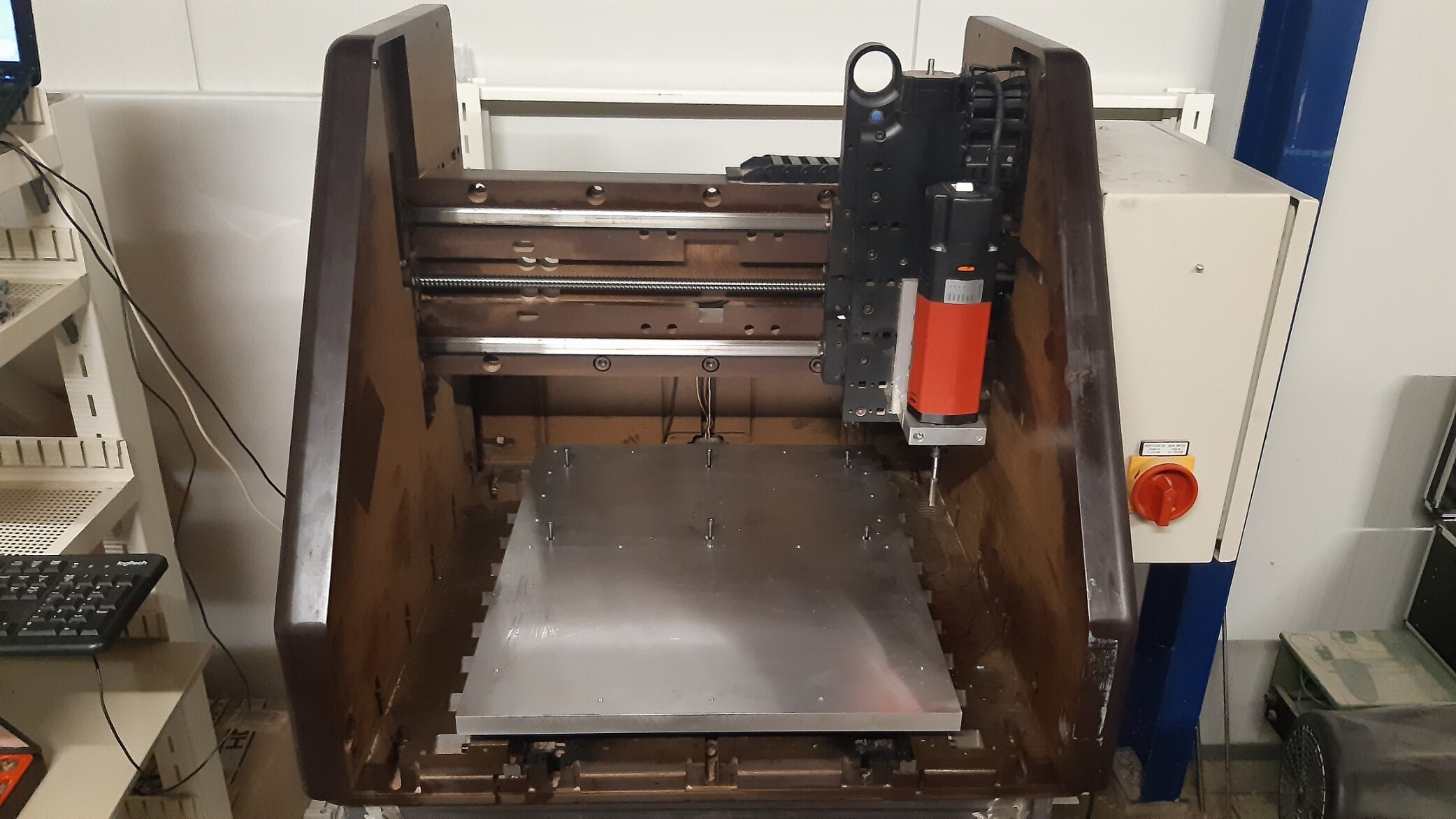
Met de ombouw vervalt ook de noodzaak voor die enorme besturingskast… maar daar heb ik al een doel voor gevonden… een EMCO Compact5 CNC past daar namelijk in zijn geheel in… beetje plaatwerk erbij aan de binnenkant, en dan kan ik er ook een koelsysteem in maken zodat mijn gereedschappen langer meegaan, schuifdeurtje ervoor… helemaal goed…

Zo moet dat er dan uit gaan zien… Onderstel heb ik onlangs al gelast, Toetsenbord en beeldscherm heb ik ook al… dus meer dan wat nieuwe upgrades op 't electronische gebied (sensor op de spindel zodat ik ook schroefdraad kan snijden, zwaardere spindelmotor) en wat plaatwerk is het niet…
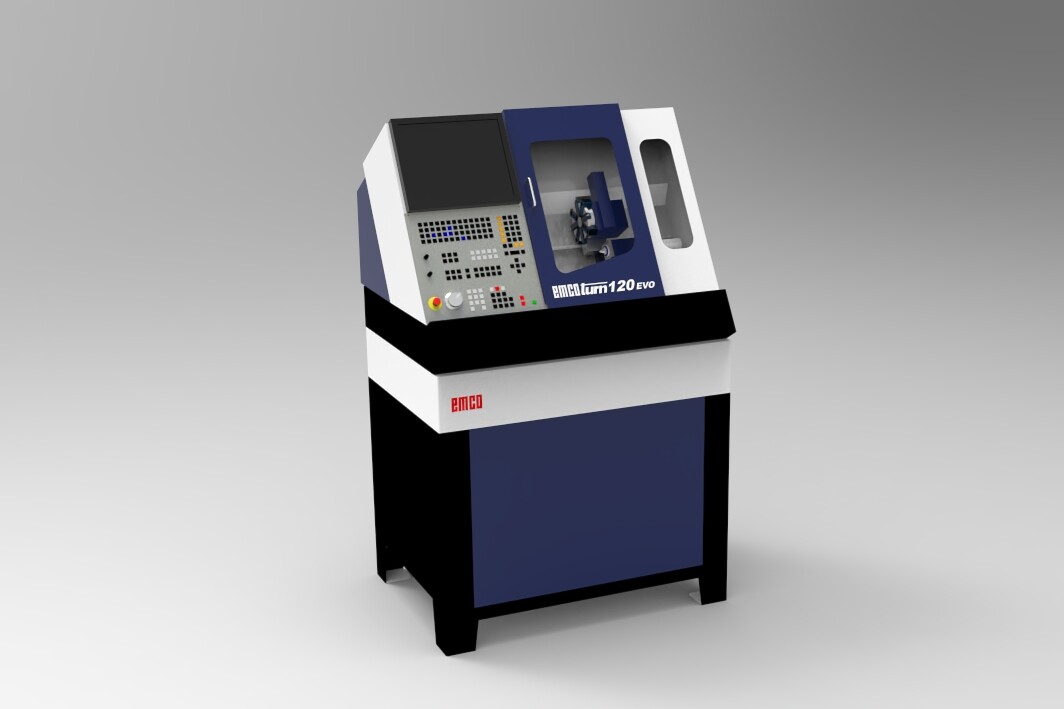
de EMCOturn 120 moet er zo uit komen te zien… de besturing bouw ik onderin wel weg, ruimte genoeg, op de 30 Liter koelmiddeltank na is 't leeg en er zit zo’n 0.6-0.7 m³ ruimte onderin.
je vraagt je wellicht af… is ie nou machinebouwer of horlogemaker… eh… de aanpassingen aan de machines moeten het makkelijker maken om betere onderdelen te maken.
Voor de toekomst heb ik nog wel wat machines op mijn verlanglijstje…maar goed… daarvoor zal ik eerst het budget bij elkaar moeten klussen…

deze staat bovenaan… een EMCO VMC 200 CNC Freesbank… in deze staat zit er dezelfde besturing op als op de EMCOturn 120 draaibank, maar mezelf kennende, omdat mijn Beagle VMC 2814 ook al op EdingCNC draait…
deze machine is wel flink groter dan de Beagle, en hij heeft een “Disc” wisselaar met 12 gereedschappen…en dit soort wisselaars is razendsnel…
Ik begin me ook af te vragen waar ik 'm kwijt zou moeten… want… ik heb maar 32m²… 
komt tijd… komt raad… 't is wel dat ik met zo’n machine ook titanium en staal te lijf kan gaan met freesjes dikker dan 4-6 mm.
15 likes
Zoeken waarschijnlijk naar een speld in een hooiberg en veel detail zal er niet online te vinden meer zijn. Vaak zijn er nog oude knarren bij wie de kennis tussen de oren zit. Op zich wel weer een uitdaging om hem aan de gang te krijgen. Ben benieuwd.
Jeetje wat een uitgebreid technisch verhaal.
4 likes
Met een machinepark zoals die van jou moet je toch bakken aan geld kunnen verdienen, want eigenlijk kan je daar bijna alles maken?
Ik wist niet dat je zo veel had! mooie setup! In de toekomst ga ik ooit nog eens op jacht naar een kleine CNC draaibank.
8 likes
Allemaal razend interessant maar hoe zit het met de tooltjes? Misschien in dit geheel een beetje irrelevant maar ben toch benieuwd🙈
11 likes
Ontzettend flauw om daar in dit topic steeds weer over te beginnen. Dat doe je maar per PB.
15 likes
Zoals een aantal posts eerder gezegd:
@Arie_Kabaalstra is dus in totaal 5 prototypes aan het maken. Hij heeft een paar voor de productie benodigde boortjes nog niet binnen. De overige grondstoffen zijn wel binnen, al zijn er nog meer sleutelringen nodig, die komende dagen worden gehaald.
Als alles binnen is en de prototypes zijn oké (lees: de programmatuur functioneert en er komen geen rare zaken meer naar boven), dan start de productie.
Dit was gewoon hierboven te lezen, maar ja… het is kennelijk zó leuk om verder te zeiken tegen Arie…
Rolex heeft een jaar nodig om 1 horloge te bouwen. Arie een paar weken voor 200+ tooltjes…
EDIT: ik ben ook weleens kritisch tegen Arie omdat ik bepaalde zaken t.a.v. de bedrijfsvoering anders zie. Dat bedoel ik stimulerend. Hier wordt het soms gewoonweg zeikerig.
11 likes
En dan liggen “we” mooi op schema om de eerste X uit te leveren in de week van 11 oktober.
4 likes