Dat leek mij vrij lang, maar is de helft van een 6767 blijkbaar. Dat geeft mij een beter beeld.
Hier is hij trouwens goedkoop te krijgen.
Dat leek mij vrij lang, maar is de helft van een 6767 blijkbaar. Dat geeft mij een beter beeld.
Hier is hij trouwens goedkoop te krijgen.
Jeetje.
Je ben écht ongeduldig. 
Hij is dan ook door Jan aangesteld als de commerciële man en het marketing brein. Dan moet je wel.
'k ben niet zo’n aansteller…  't is gewoon zo gelopen…
't is gewoon zo gelopen…
'k heb nog even zitten kijken… ik maak de groefjes in de body een half millimetertje breder, dan komt de kleur wat beter uit…
even een proefje gedaan met Groen.
Zo eerst even een stapeltje boterhammen metselen, en dan eens in de werkplaats aan de slag…
Mooi werk zeg!!!
Godsamme Jan. Ik ben onder de indruk.
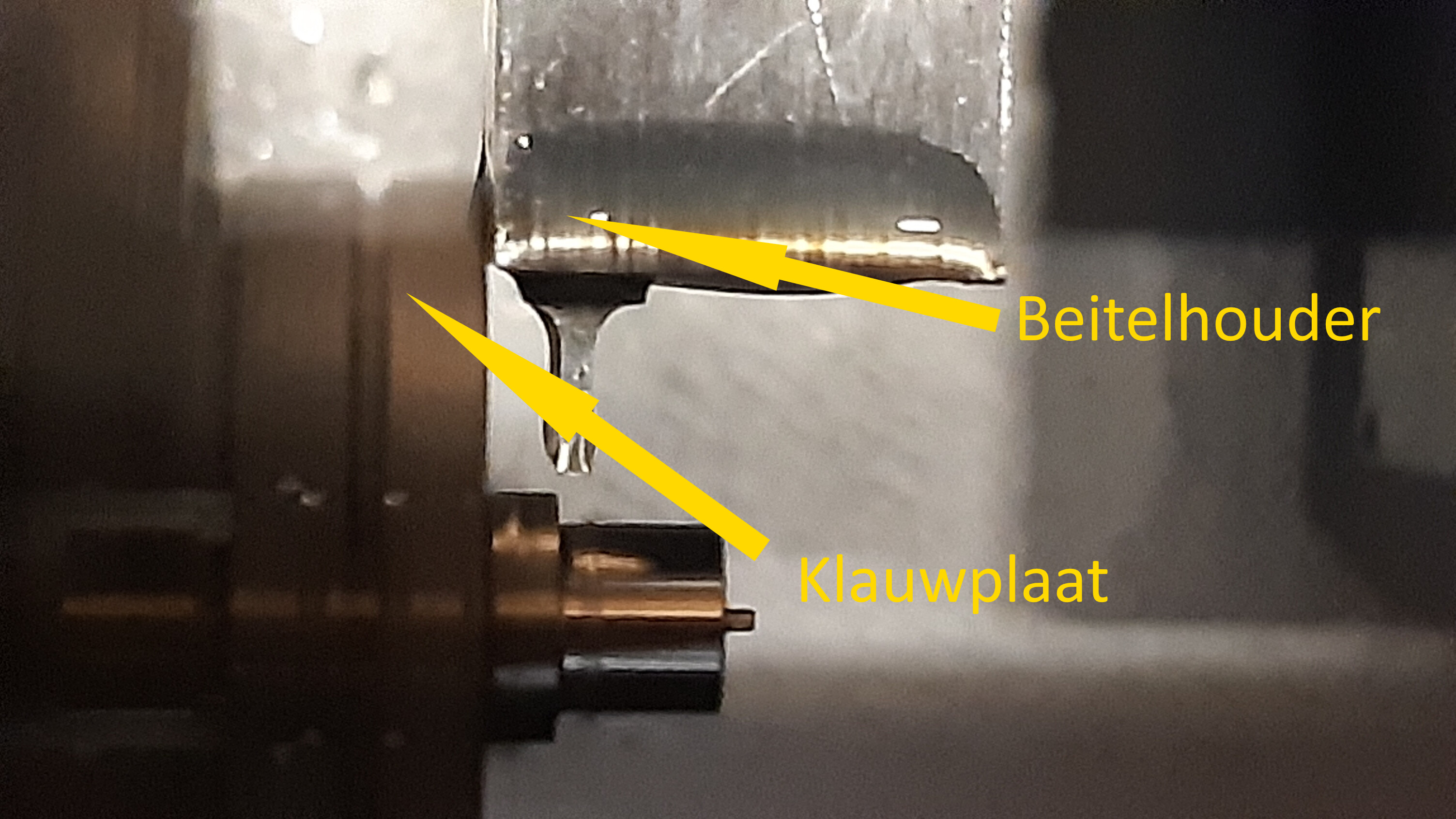
Soms… komt het wel heel krap uit… :)… Ik denk dat ik hier iets van 0.2 mm ruimte had tussen de bekjes van de klauwplaat, en de beitelhouder… maar… 0.2 mm er naast, is nog steeds mis… dus. eigenlijk “Past makkelijk!”
Goed… zover zijn we dus nu…
schroefdraadjes snijden ging ook boven verwachting goed, al was het wel een beetje “pielen”
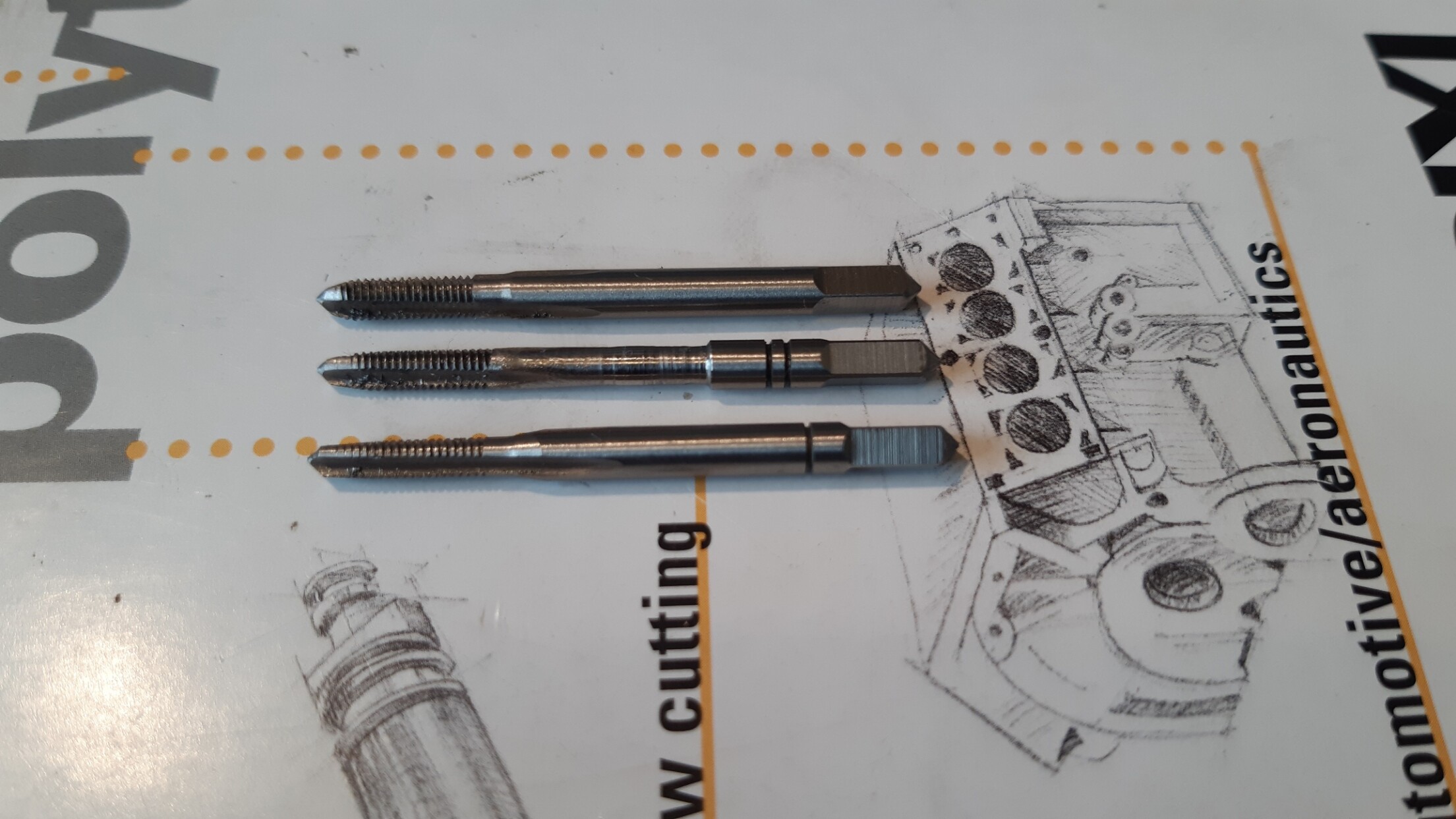
Hier de tapjes, setje van 3, eerst voorsnijden, (tapje met 1 groefje), dan opsnijden (2 groefjes), en Nasnijden (geen groefjes), de tweede tap heb ik al wat aangepast, door de steel wat dunner te slijpen.
De “Volle draad” van de tap moet helemaal door het midden van de body komen, zodat de draad helemaal doorloopt.
Tapje 1 en 3 moet ik dus nog even dunner slijpen.
En dan is het tijd om de programma’s eens op papier te zetten, korte programmaatjes (30 blokken/regels of minder) klop ik zo aan de machine in.
Dit protootje heb ik gewoon met een paar kleinere programma’s gemaakt… je bedenkt "Ok… voorkant vlakken, diameters draaien, gaatjes boren…
en dan een programmaatje voor de groefjes, en het afsteken…
Dat moet dan allemaal in 1 programma gezet worden.
Voor de Body wordt dat dan:
Tool 1 oproepen, en op een half millimetertje voor de “0” zetten, programma stop,
dan kun je het materiaal tegen de beitel schuiven, en de klauwplaat sluiten.
Programma start, Tool 1 Voordraaibeitel, vlakken, diameter voor de schroefdraad M6 x 0.5 voordraaien, Dan Tool 2 Nadraaibeitel, diameter voor M6 x 0.5 nadraaien, Tool 3 Rechte groefbeitel, groefje achter de draad steken, Tool 4 Halfronde groefbeitel, Groefjes in de body steken, Tool 8 Centerboor, centergaatje boren, Tool 7 Boor 3, 6.5 mm diep boren, Tool 7 Boor 2.5, 14.5 mm diep boren (dan ben ik net door het stuk voor M3 heen, en "prikt de boor 3 bij het bewerken van de andere kant dit gaatje door)
Tool 5 Afsteekbeitel, Afsteken met 0.2-0.3 mm overmaat.
Daar moet ik dan een doos van draaien, en dan draai ik ze om, daar moet ik nog een “aanslagje” voor verzinnen (iets met een klemgevalletje in de klauwplaat)
En voor de achterkant van de body, is het eigenlijk een herhaling van zetten van de voorkant… tot het moment dat ik de groefbeitel voor de groefjes in de body ga oproepen. en dan het gaatje van 3 mm, om even de binnenkant “Door te prikken”
Voor de Dopjes is het eigenlijk allemaal wat simpeler, die hoef ik alleen maar te vlakken, gaatje boren, stukje uitdraaien naar 5.5 mm, randje uitdraaien naar 6.8 zodat 't o-ringetje klemt, en afsteken.
Daarna kunnen ze op de andere draaibank voor het afronden, en de dopjes met het oogje gaan daarna meteen door naar de Freesbank voor het frezen van de platte kantjes, en het infrezen van het gaatje…
Ziet er goed uit! 
Zeer fraai.
Top man! Compleet prototype 
 .
.
Je uitleg wordt overigens gewaardeerd, ik probeer het te begrijpen 

Ik probeer het ook zo goed mogelijk te omschrijven… voor mij is’t al 29 jaar mijn vak…
maar zo zie je wel wat er allemaal bij komt kijken… iets dat zo eenvoudig lijkt, maar toch complexer is dan je op 't eerste gezicht zou denken… (bedenk dat voor dit onderdeeltje alle 8 gereedschappen in de machine gebruikt worden…)
Voor het dopje heb ik weer andere gereedschappen nodig… en daar wil ik een “trucje” bij gebruiken…
Als ik een gereedschap oproep, bijvoorbeeld Tool 2 dan type ik in het programma “T0202” waar de eerste 02 staat voor de positie in de wisselaar, en de tweede 02 voor de index van de tabel met “offsets”, de afstanden van de beitelpunt naar het referentiepunt van de wisselaar.
maar… ik kan die offsets ook op een andere plaats zetten in die tabel… als het een gereedschap is dat ik vaker ga gebruiken dan kan ik die vastleggen bijvoorbeeld op index 10 van de tabel… en dan roep ik T0210 op, positie 2, index 10.
Dat betekent dat als ik dat gereedschap voor een latere klus weer nodig heb, dat de offsets er nog in staan…
Verder… bedacht ik me net: ik heb een Spantangetje ø8 mm, in een houdertje… als ik die nou in de machine zet… en daar het stafmateriaal mee vastklem, dan is er A: minder kans op beschadiging door de klauwplaatbekken, omdat een spantang over een veel groter oppervlak klemt, en B: in dat houdertje zit binnenschroefdraad, omdat ik dat ding ook in de 4de as op de freesbank gebruik.
Daar kan ik dus ook een “aanslagje” in draaien, gewoon een bout met een contramoertje zodat elk onderdeeltje altijd even diep in de spantang zitten… problem solved!..
Prachtig zeg

Is dit de volgende die je wilde posten?.. Ik hoop van wel…
Wat gaat het kosten? Dat is ook wel een interessante om te weten
Uiteraard!
Dat ziet er heel goed uit Jan. Top!
Dit willik.
Ziet er strak uit zeg