let niet op de zooi achter de machine… daar moet ik nog een plek voor vinden (groot deel waarschijnlijk in een grote zwarte kunststof bak op zwenkwieltjes, met een rood deksel, die’s vanmorgen weer geleegd)
maargoed… de machine… hij staat er min of meer klaar voor… want:
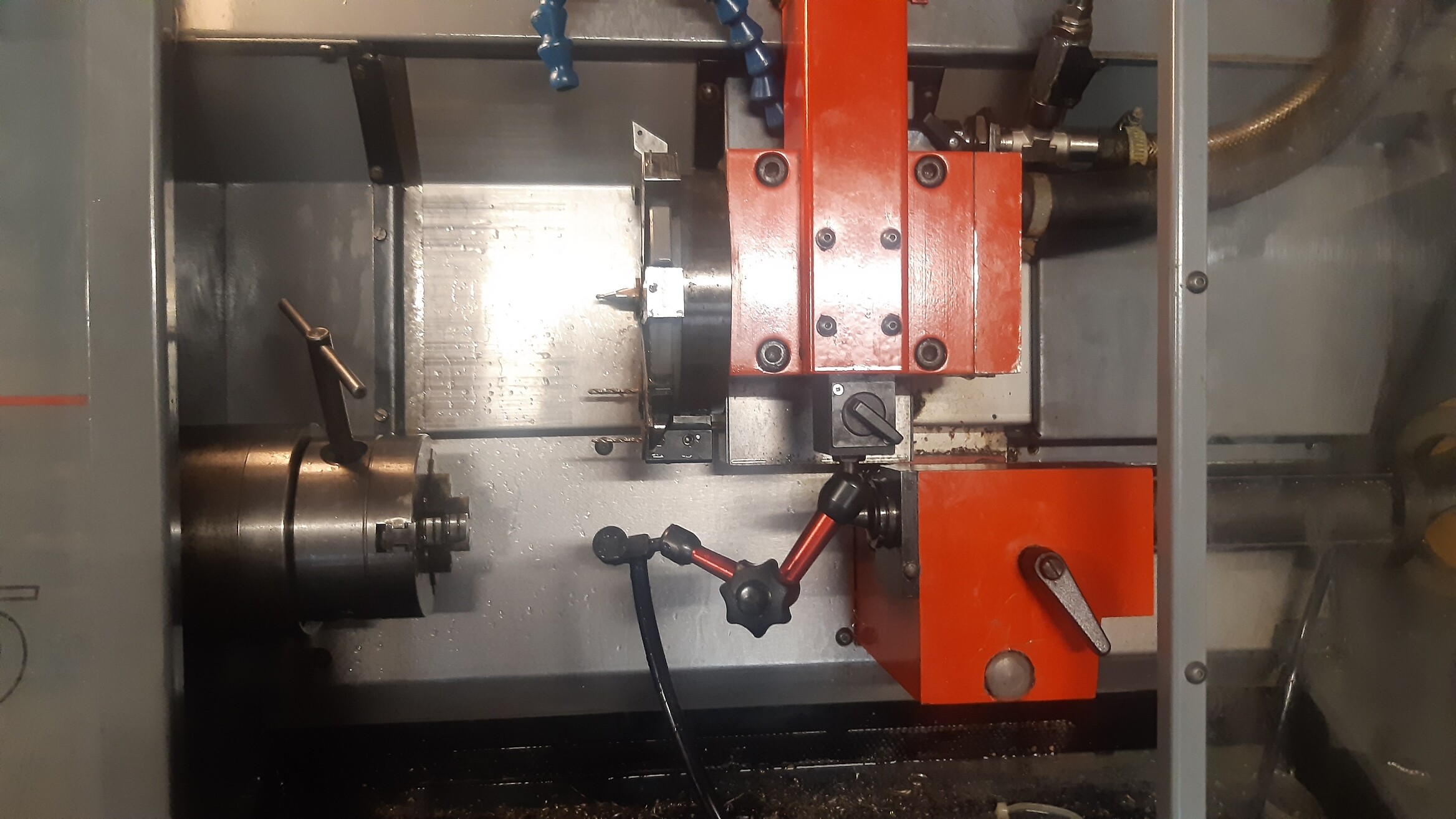
Koeling is heel belangrijk bij het boren in Titanium, dus middels een magneetstatiefje, en wat “loodgieterswerk” rechtsboven in de machine heb ik een tweede koelslang aangelegd.
Nou… zo’n boortje krijgt nu dus de volle laag… beter dan dit ga je het niet krijgen, tenzij je inwendig gekoelde boren gaat gebruiken, maar… die kosten 1½ fortuin, en daar moet je gereedschapwisselaar wel voor zijn ingericht. en dat is deze dus niet…
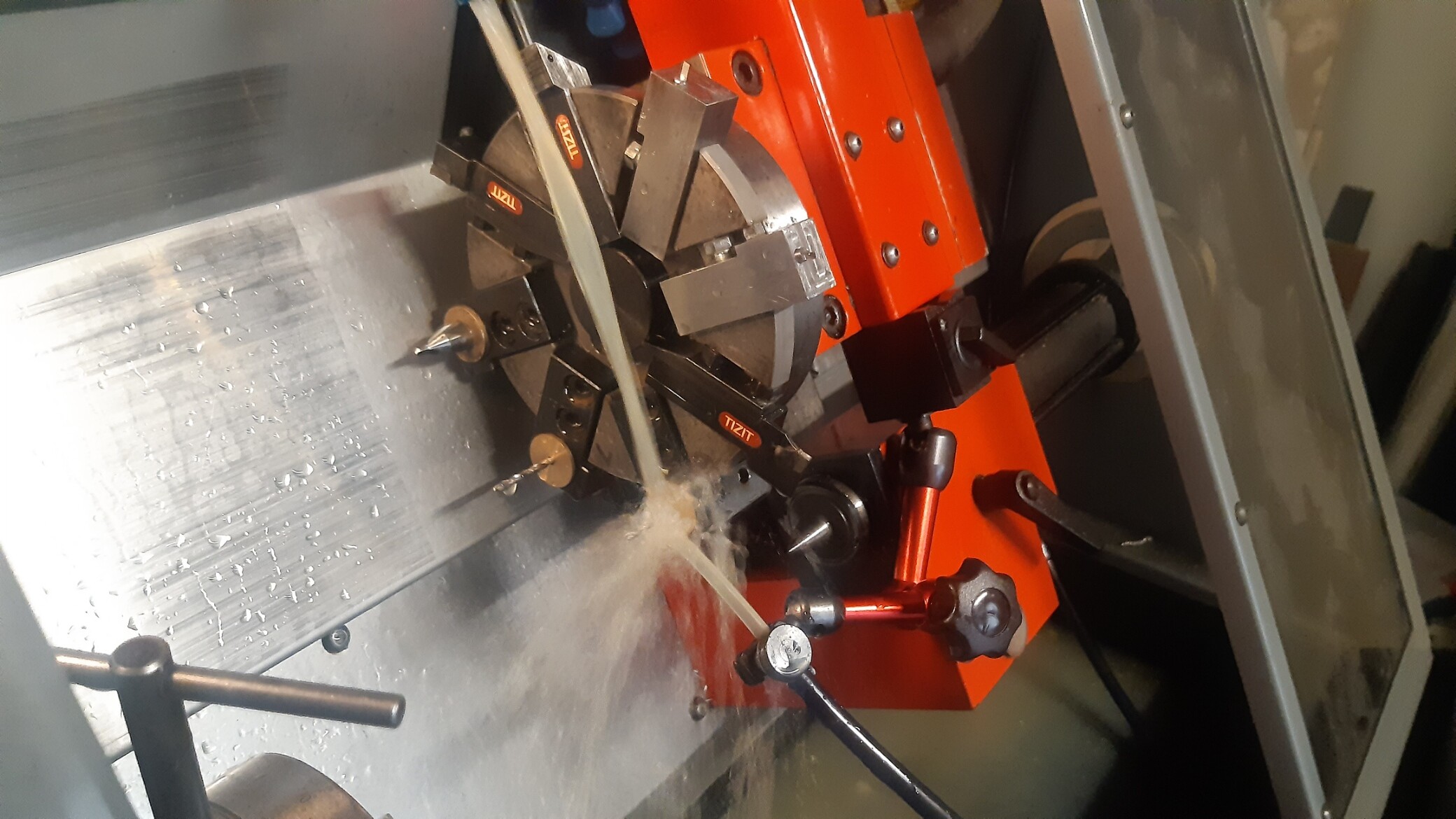
Voor de Body is de gereedschapwisselaar (ook wel Turret of ToolTurret genoemd) “Getoold” dat wil zeggen dat alle benodigde gereedschappen zijn gemonteerd:
-
RuwBeitel, om “grof” voor te draaien, hier haal je de bulk van het materiaal mee weg voor:
-
Mesbeitel, een beitel met een fijnere punt, die alleen de laatste paar tienden eraf draait, slijt daardoor nauwelijks, en houdt daardoor lang “zijn maat vast”
-
Groefbeitel R0.5, een één millimeter breed groefbeiteltje, met een radius van 0.5 mm voor de decoratieve groeven in de body
-
Groefbeitel 1 mm recht, voor de groef waar het O-ringetje in komt te liggen
-
Afsteekbeitel, hij zit op positie 5… maar dit is de laatste beitel die ik nodig heb, om het werk af te steken van het stafmateriaal
-
Boor 2.5, voor het boren van het gat voor de M3 schroefdraad.
-
Boor 3 voor het “opboren” van het gat, zodat het deel van de inzetjes zonder schroefdraad er ook inpast
-
Centerboor, voor je een gat boort, moet je altijd even (bij gewone boortjes in elk geval) een “centergaatje” boren… niet meer dan een “putje” om ervoor te zorgen dat de boor niet gaat “zoeken” en dus netjes recht boort.
Plan de Champagne: Eerst zal ik Tool 3 oproepen, en em dan zo plaatsen dat ik het stafmateriaal er tegenaan kan schuiven, als “aanslagje” dus, dan Tool 1… Voorkant, een half millimetertje eraf… even “schoonpoetsen”.
Tool 8, centergaatje boren, dan Tool 6, inboren 3 mm, gevolgd door tool 7 boren 2.5 mm. dan 't stuk voor de schroefdraad voordraaien, nadraaien met Tool 2, Groefje steken met Tool 4, Decoratiegroefjes insteken met Tool 3
en dan afsteken.
Als ik ze dan allemaal gedaan heb, dan keer ik ze om, en doe ik de resterende bewerkingen aan de andere kant…
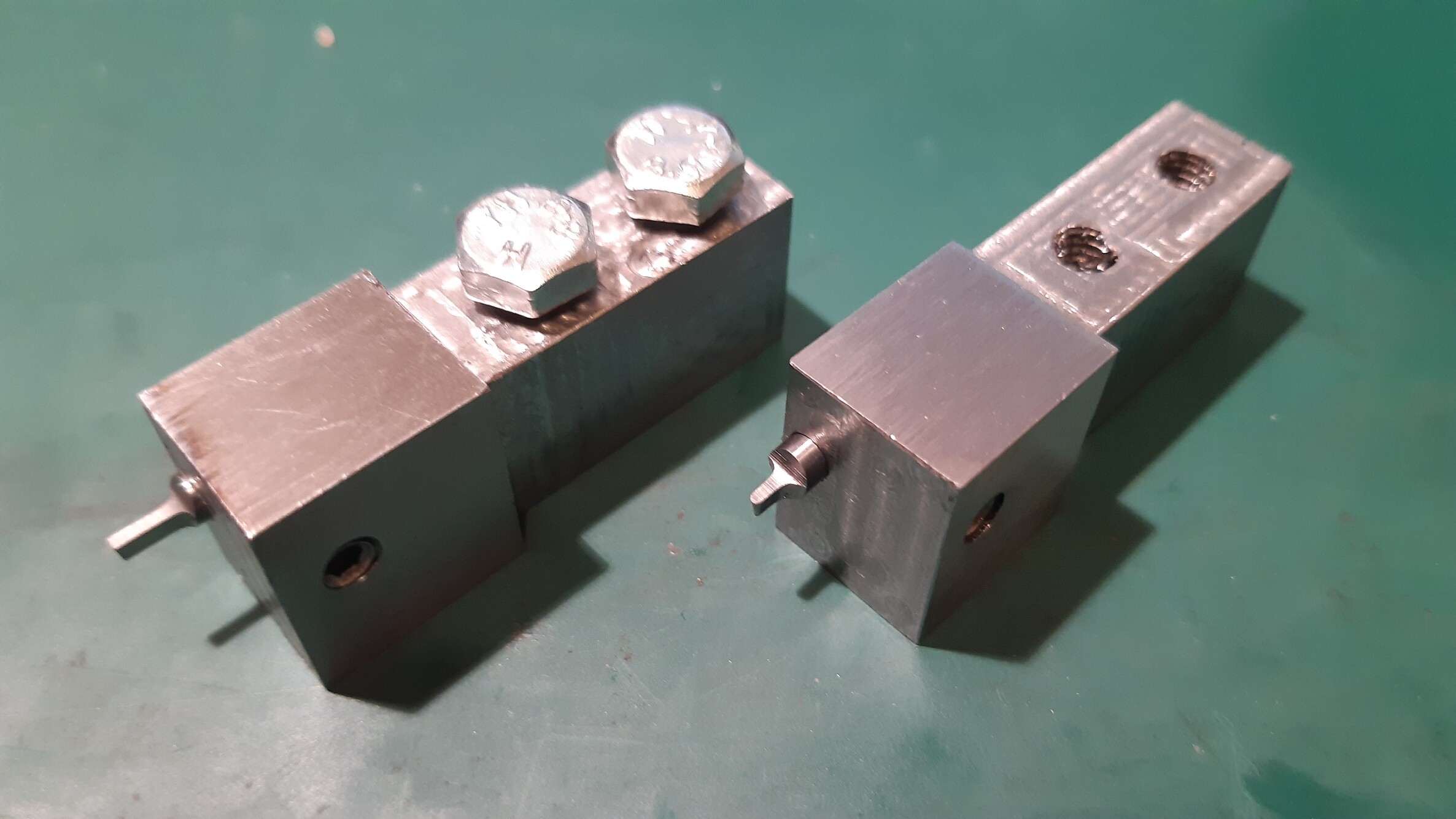
de Dopjes… da’s wat dat betreft wat eenvoudiger, Vlakken, gaatje boren, voorste stukje op maat draaien voor de schroefdraad, en een randje erin voor de O-ring… afsteken, en dan gaat ie meteen op de andere draaibank voor een bol koppie.
Vanavond wil ik een poging gaan doen om een titanium body te maken, en als ik nog genoeg materiaal heb, een dopje, Dat zal ik gewoon “stap voor stap” programmeren…
Even kijken of ik nog ergens wat SubD stekers heb liggen… dan kan ik een RS 232 kabel maken… 'k heb een PC in de werkplaats… als ik op de PC kan programmeren, dan gaat dat een stuk sneller.





{kind=link}